凯瑞尔电子材料
1. Introduction
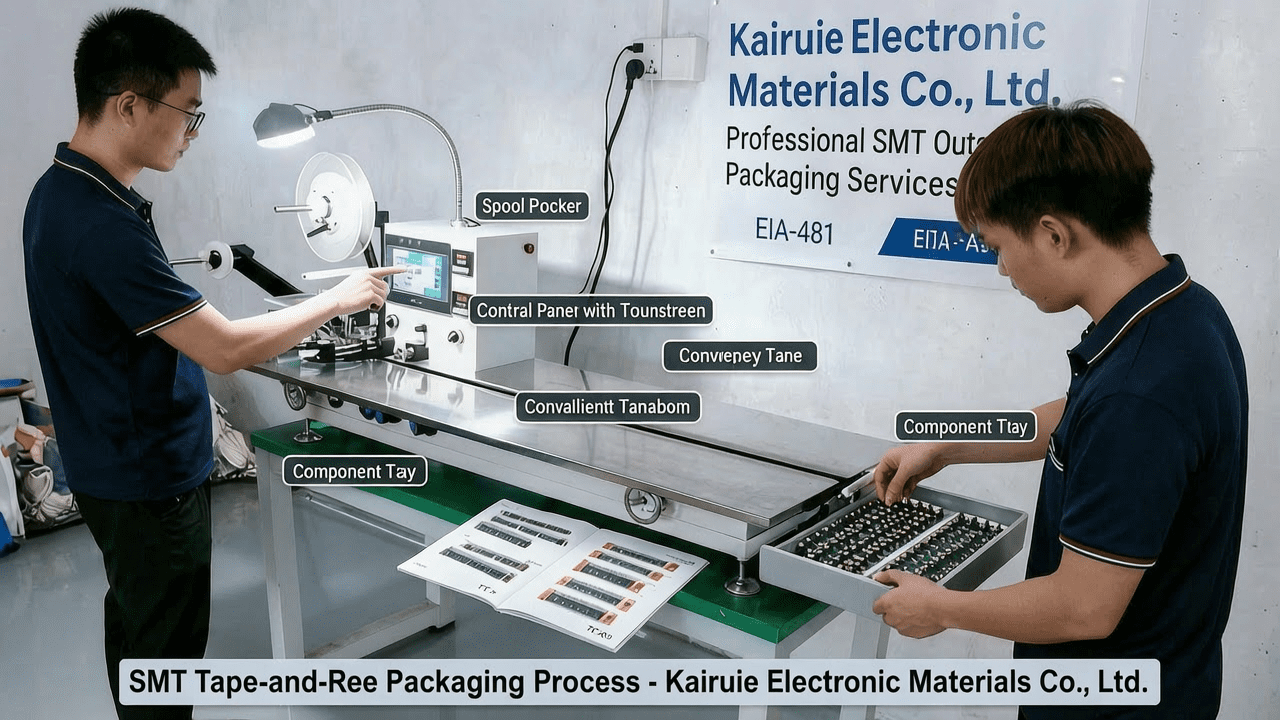
Surface Mount Technology (SMT) tape-and-reel packaging is the backbone of modern electronic component supply chains. It ensures that components such as chips, connectors, LEDs, resistors, and capacitors are delivered to pick-and-place machines in a precise, reliable, and efficient manner. As electronic assemblies become more complex and miniaturized, the demand for high-quality packaging services has grown significantly. Kairuie Electronic Materials Co., Ltd. offers professional SMT outsourced packaging services, adhering to the EIA-481 standard, which covers embossed carrier tapes for automated assembly, punched paper tapes (8 mm & 12 mm), and tape widths from 8 mm to 200 mm. This article delves into the critical aspects of SMT tape-and-reel packaging, including product structure, process parameters, quality control, and selection guidelines, to help you achieve optimal packaging results.
2. Product Structure & Material Composition
2.1 Layer Structure
The typical SMT carrier tape consists of three layers: a base layer (carrier tape), an adhesive layer (cover tape), and sometimes a treatment layer for enhanced performance. The base layer is usually made of PET (polyethylene terephthalate) with a thickness ranging from 0.3 mm to 1.0 mm, depending on the component size and application. The adhesive layer is a heat-activated or pressure-sensitive adhesive that bonds the cover tape to the carrier tape. For high-reliability applications, a treatment layer may be applied to improve surface resistivity and anti-static properties.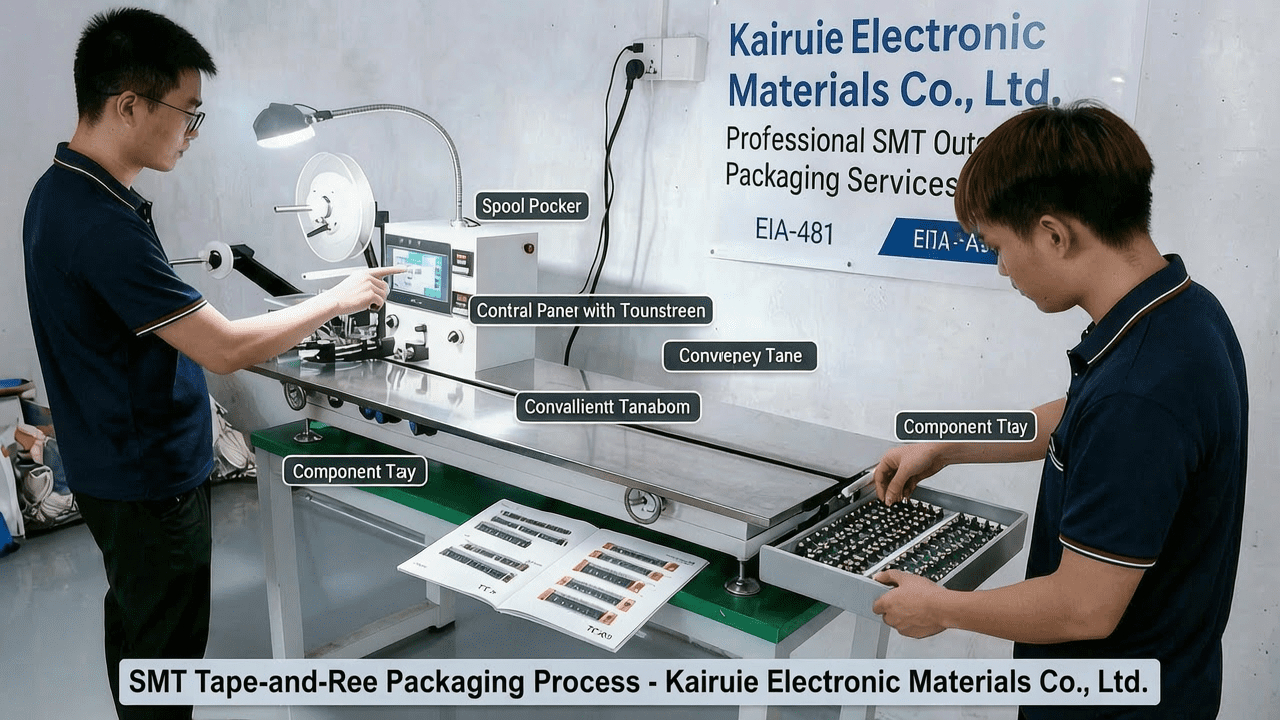
2.2 Key Material Parameters
Key parameters include PET thickness (e.g., 0.3 mm, 0.5 mm, 0.75 mm), adhesive type (heat-activated vs. pressure-sensitive), surface resistivity (typically 10^6 to 10^9 ohms/square for anti-static tapes), and peel strength (0.1 N to 1.0 N per 10 mm width). Kairuie offers a range of products such as KT-300 (standard), KT-500 (high-temperature), and KT-700 (conductive), each optimized for specific applications.
3. Core Process Parameter Control
3.1 Temperature, Pressure, and Time
The sealing process for cover tape to carrier tape requires precise control of temperature, pressure, and time. Recommended ranges: temperature 120-180°C (for heat-activated adhesive), pressure 0.2-0.5 MPa, and dwell time 0.5-2.0 seconds. For pressure-sensitive adhesives, temperature may be lower (room temperature to 60°C).
3.2 Effects on Product Quality
Inadequate temperature can lead to weak adhesion, while excessive temperature may cause tape deformation or component damage. Pressure that is too low results in incomplete sealing; too high can crush delicate components. Time affects the adhesive flow and bond strength. Optimizing these parameters within the process window ensures consistent peel strength and prevents tape breakage during assembly.
3.3 Process Window Optimization
To achieve robust sealing, it is recommended to conduct a Design of Experiments (DOE) to identify the optimal settings for each product type. For example, for KT-300 tape, a temperature of 150°C, pressure of 0.3 MPa, and time of 1.0 second typically yields peel strength of 0.5 N/10mm. Regular monitoring and adjustment are necessary to maintain quality.
4. Common Issues & Troubleshooting
| Symptom | Root Cause | Solution |
|---|---|---|
| Cover tape lifts off during shipping | Insufficient sealing temperature or pressure | Increase temperature by 10-20°C or pressure by 0.1 MPa |
| Components shift in pockets | Pocket depth mismatch or excessive vibration | Verify pocket dimensions; use anti-static tape with better grip |
| Peel strength too high | Excessive temperature or dwell time | Reduce temperature by 10°C or dwell time by 0.2 s |
| Static damage to components | Insufficient anti-static properties | Use conductive tape (e.g., KT-700) with surface resistivity <10^6 Ω/sq |
| Tape breakage during peeling | Adhesive too aggressive or base tape brittle | Switch to pressure-sensitive adhesive or increase PET thickness |
5. Quality Inspection Standards
5.1 Incoming Quality Control (IQC)
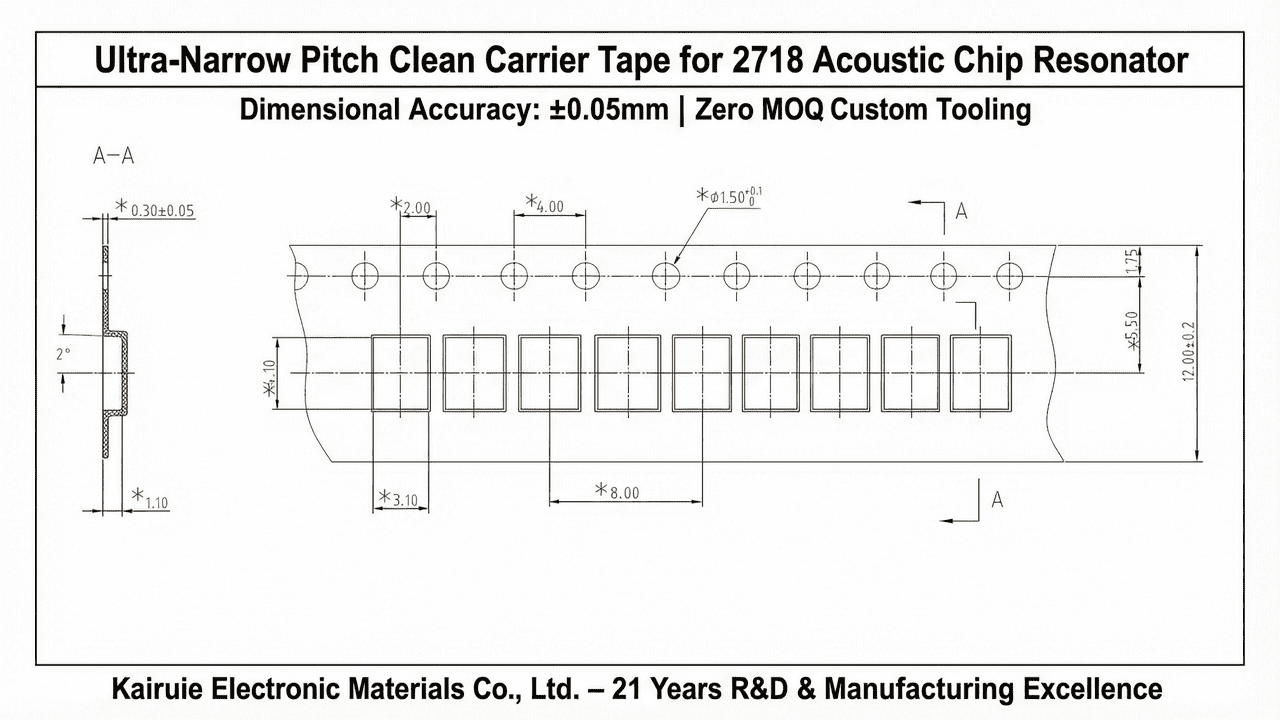
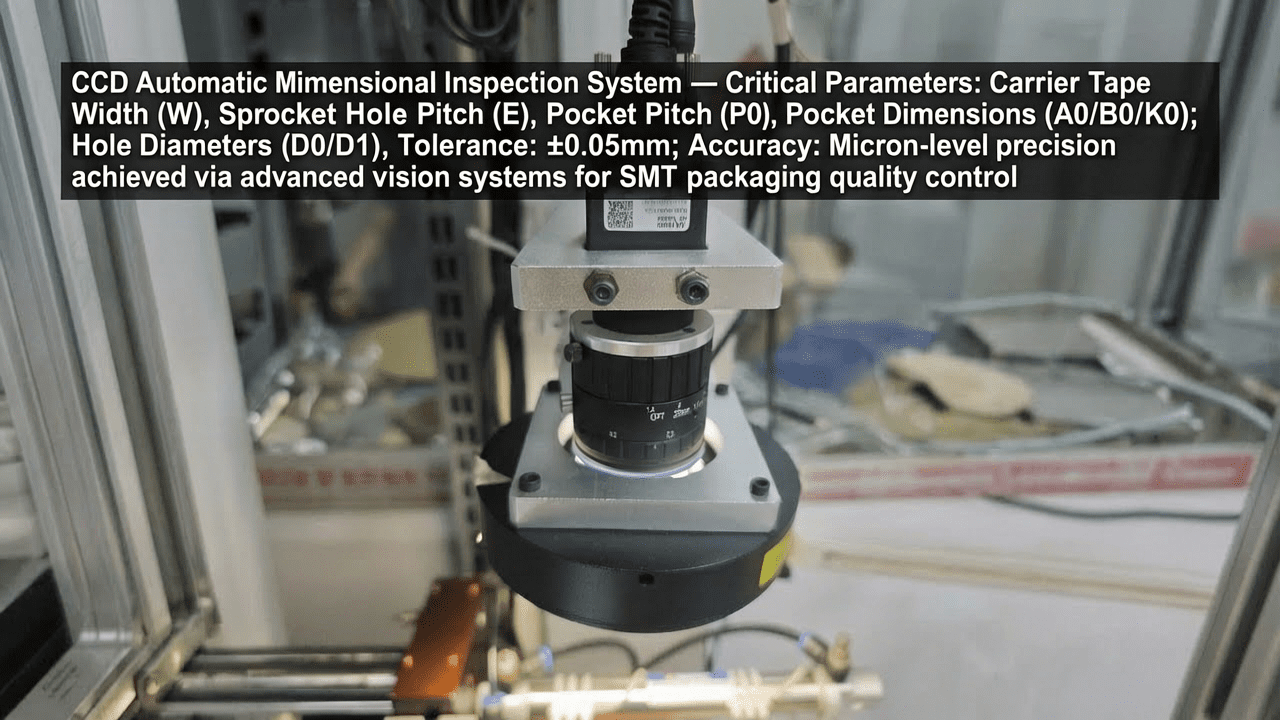
IQC includes visual inspection for scratches, contamination, and dimensional accuracy (e.g., pocket pitch tolerance ±0.05 mm). Peel strength is measured using a tensile tester at 180° angle, with acceptance criteria typically 0.2-0.8 N/10mm.
5.2 In-Process Quality Control (IPQC)
Sampling frequency: every 30 minutes or per reel change. Acceptance criteria: no visible defects, peel strength within spec, and component placement accuracy within ±0.1 mm.
5.3 Reliability Testing
Aging test: 85°C/85% RH for 48 hours; high/low temperature cycling: -40°C to +85°C for 100 cycles; transportation simulation: 3-axis vibration at 10-500 Hz for 2 hours. All tests must show no degradation in peel strength or component retention.
6. Selection Guide
| Component Type | Recommended Product | Key Parameters | Application Scenario |
|---|---|---|---|
| Small chips (0402, 0603) | KT-300 | PET 0.3 mm, adhesive heat-activated, surface resistivity 10^8 Ω/sq | Medium batch, general SMT |
| Large connectors | KT-500 | PET 0.5 mm, high-temperature adhesive, surface resistivity 10^7 Ω/sq | Automotive, high-temperature reflow |
| LEDs (static sensitive) | KT-700 | PET 0.5 mm, conductive adhesive, surface resistivity <10^6 Ω/sq | LED packaging, anti-static |
| Resistors/capacitors (bulky) | KT-300 or KT-500 | PET 0.75 mm, pressure-sensitive adhesive | Consumer electronics, high volume |
7. Conclusion
SMT tape-and-reel packaging is a critical process that directly impacts the efficiency and reliability of electronic assembly. By understanding the product structure, controlling process parameters, and adhering to strict quality standards, manufacturers can ensure defect-free packaging. Kairuie Electronic Materials Co., Ltd. provides professional outsourced packaging services with a focus on precision, stability, and reliability. For more information, visit our website at www.kairuie.com. We welcome industry peers to exchange ideas and collaborate on advancing SMT packaging technology.